-
山东丰盛管业有限公司
主营:球墨铸铁管,防腐钢管,无缝钢管

山东丰盛管业有限公司
主营:球墨铸铁管,防腐钢管,无缝钢管 13
13

施工方案
下面是球墨铸铁管件安装前的准备:
一、完成地基工程设计的各项内容,同时完成以下工作:
(1)已标出基础控制线和基础底标高线;
(2)复合地基、桩基等经检测单位检测合格;
(3)地基处理方案需有批准文件。
二、施工单位在地基工程完工后对工程质量进行了检查,确认工程质量符合有关法律、法规和工程
建设强制性标准,符合设计文件要求,并提出经项目经理和施工单位有关负责人审核签字的建设工程质
量施工单位(地基)报告;
三、监理单位对地基工程进行了质量评估,具有完整的监理资料,并提出经总监理工程师和监理单
位有关负责人审核签字的天津市建设工程地基验收监理评估报告;
四、勘察、设计单位对勘察、设计文件及施工过程中由设计单位签署的设计变更通知书进行了检查
,并提出经该项目勘察、设计负责人和勘察、设计单位有关负责人审核签字的质量检查报告,勘察单位
工程质量检查报告、设计单位工程质量检查报告;
五、有完整的技术档案和施工管理资料,且满足天津市建设工程质量监督管理总站质量资料归档要
求;
六、区规划建设管理局及其委托的区建设工程质量监督站责令整改的问题全部整改完毕。
发展历史
1947年英国H.Morrogh发现,在过共晶灰口铸铁中附加铈,使其含量在0.02wt%以上时,石墨呈球状。
1948年美国A. P.Ganganebin等人研究指出,在铸铁中添加镁,随后用硅铁孕育,当残余镁量大于
0.04wt%时,得到球状石墨。从此以后,球墨铸铁开始了大规模工业生产。有关铸铁管的使用历史可以追
溯到1668年巴黎郊区从塞纳河至凡尔赛全场约21.14Km的输水管线,300年的时光流逝,除部分管道和接
头维修更换外,主体仍在使用中。
我国球墨铸铁管的现状及前景
我国球墨铸铁管的行业起步于20世纪90年代初,在中国城镇供水协的大力支持下发展迅猛,经过近20年
的实践使用,其安全性、实用性已被供水行业普遍认可,2008年国内年产量已达到220万吨,是1990年的
11倍。由于我国是一个水资源缺乏的,缺水城市为600多个,严重缺水城市为200多个,供水节水事业方
兴未艾,球墨铸铁管有着广阔的发展前景。
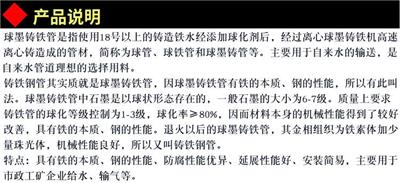
球墨铸铁管是铸铁管的一种。质量上要求铸铁管的球化等级控制为1-3级(球化率》80%),因而材料本
身的机械性
能得到了较好的改善,具有铁的本质、钢的性能。退火后的球墨铸铁管,其金相组织为铁素体加少量珠
光体,机械性能良好,防腐性能优异、延展性能好,密封效果好,安装简易、主要用于**、工矿企业
给水、输气,输油等。
在铁素体和珠光体基体上分布有一定数量的球状石墨,根据公称口径及对延伸率的要求不同,基体组织
中的铁素体和珠光体的比例有所不同,小口径的珠光体比例一般不大于20%,大口径的一般控制在25%左
右。
墨铸铁管与灰口铸铁管相比,强度大、韧性好、管壁薄、金属用量少、能承受较高的压力,有效长度有5
米及6米;按壁厚不同分P、G两级。是铸铁管材的发展方向。
管与管之间的连接,采用承插式或法兰盘式接口形式;按功能又可分为柔性接口和刚性接口两种。柔性
接口用橡胶圈密封,允许有一定限度的转角和位移,因而具有良好的抗震性和密封性,比刚性接口安装
简便快速,按铸造方法不同,劳动强度小。
生产工艺:离心球墨铸铁管采用代拉伏法水冷金属型离心机.Dg100 mm以下的铸型采用封闭水套冷却,
Dg150rnm以上的铸型都用雨淋式冷却。浇注时需在流植进口端加入硅钙合金作孕育处理,每次浇注完毕
后,需要在铸型内表面用压缩空气喷涂一层薄薄的干硅钙粉,离心机是一个由上下两半部组成的密闭式
壳体,支承铸型的滚轮架安装在壳体底部,铸型前端套着齿圈,安装在壳体底上的直流调速电机通过齿
轮直接传动铸型,壳休两端铸型通过处都装有密封圈,壳体前端安装着一个山气缸翻动的半环形声全rae
离心机的壳体下面装有轮子,以便在倾斜轨道上作往复运动,离心机的往复移动采用液压装置,压力为
9.65 x 105Pa.其移动速度通过溢流阀调节,离心机的电缆和冷却水进出软管一般固定在机器旁边的柱子
上,另一端接在壳体上,随机一起移动。离心机的生产规格一般是固定的,如果要在一台离心机上生产
几种规格的管子,则需要更换扇形包,铁水流植和支撑铸型的滚轮架等。
生产厂家:我国大的离心球墨铸铁管生产基地是位于河北省邯郸市的新兴铸管股份有限公司,年产球墨
铸铁管180万吨,是目前国内公认的行业**企业。
我国其他球墨铸管**企业有北台铸管、山西泫氏、圣戈班管业等。而近的山东省聊城市的球墨管生产
企业成为后起之秀,在近年来发展势头迅猛。其中聊城市德盛源管业有限公司公称DN(100-2600)*壁厚
(6.5-17.9)长度L6000mm水冷金属球墨铸铁管及配套管件齐全,具有相当的资源和价格服务优势,形成
了资源良好,服务良好的态势。逐步形成了以山东为中心,辐射全国的销售网络。
自锚式柔性接口球墨铸铁管连接的施工步骤1、压兰和挡环沿管道插口推入,越过止推焊环,然后将安
装好胶圈的另一根管的承口与插口相连,该步骤与正常的连接相同,在这里就不赘述。2、依次将挡环和
压兰推向止推焊环,当挡环接触到止推焊环时,挡环7楔形一侧嵌入压兰中,另一侧与止推焊环接触。3
、调整压兰与管道之间的间隙,当沿管道周围的间隙非常均匀时,挡环与焊环的接触也是均匀的,这样
可以避免因不均匀接触而导致因受力的不均匀造成的脱落现象。4、当间隙调整完成后,将螺栓如图穿过
压兰上的预留孔洞,一侧扣住管道承口的凸沿,当沿压兰周围的螺栓固定后,均匀的沿管周对称拧紧螺
栓和螺母,同时注意压兰和主管管周间隙的均匀。终拧紧校核。